上海市柳营路650弄36号302室
销售热线:021-56906880 56982876
图文传值:021-56982876
企业邮箱:dzyb@vip.sina.com

当前位置:网站首页 -> 航空发动机零件复合加工技术研究
| 航空发动机零件复合加工技术研究 [2012/8/5] |
航空发动机制造技术已经成为一个国家科技水平和综合国力的重要标志之一。大涵道比涡扇发动机是自主研制大型飞机的关键。大飞机的发展,在很大程度上依赖于材料和制造技术的发展。随着现代尖端科技的不断发展,新结构、新材料和复杂形状的精密零件被大量采用,先进的材料和工艺是航空发动机特别是大飞机发动机实现减重、增效和改善性能的关键。现代航空业要求航空发动机长期处于高负荷的工作状态,这对现代发动机的寿命、材料、(液位计、物位计、物位变送器、液位变送器、电容式物位计、电容式液位计、电容式物位变送器、电容式液位变送器、物位开关、液位开关、电容液位计、电容物位计、液位仪表、物位仪表、电容液位变送器、电容物位变送器、射频电容式液位开关、射频电容式物位开关、电容式液位开关、电容式物位开关、音叉式液位开关)制造工艺等提出了非常苛刻的要求。大飞机发动机新型整体结构、轻量化结构使其空气动力性能大幅优化。例如,CFM公司生产的发动机CFM56-7,其风扇叶片为24片,总重为118kg.Leap-X是CFM公司正在研制的新一代涡扇发动机,其风扇叶片数量只有18片,总重仅为76kg,其性能更加优异(图1)。我国航空发动机制造水平距离欧美国家还有很大差距,航空领域取得的每一次重大的革命性进展,无不与航空动力技术的突破和进步相关。发展和完善航空发动机制造水平对整个航空发动机制造体系的形成起着重要的作用。复合加工技术作为一项综合性制造技术在解决大飞机航空发动机新型整体结构、轻量化结构和冷却结构等新结构制造中具有广阔的应用前景。
航空发动机典型零件复合加工特点发动机零件复合加工是一项综合性很强的系统工程。航空发动机零件复合加工由同类工艺方法的多工序加工和不同工艺方法的多工序加工(如传统加工和特种加工的复合,特种加工与特种加工的复合)构成。同类工艺方法的复合加工是以工序集中原则为基础、以传统机械加工工艺为主的复合,即工件在机床上一次装夹后,能够进行同一类工艺方法的多工序加工,这是航空发动机制造技术快速发展的高效加工方式[1].不同工艺方法的复合加工是指机械复合加工、电化学复合加工、电火花复合加工、超声复合加工等能量复合方式的复合加工技术,它综合应用机械、化学和电力等多种能量进行综合加工。目前比较成熟的工艺方法有超声切削、磁力研磨、超声磨料加工以及电火花放电铣等等。复合加工能大幅度地缩短零件加工周期和减少在制品储存量,有力地支持零库存的准时制造的实施,减少工件安装次数、避免安装误差,有利于提高加工精度和稳定性,进而实现航空发动机的安全、可靠和长寿命(图2)。
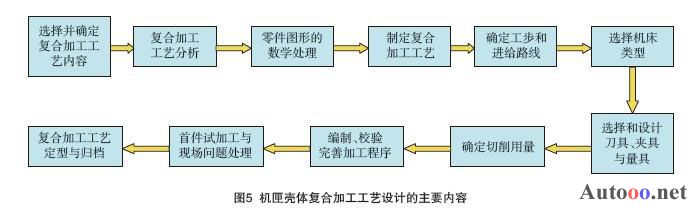
1 传统机械方法的多工序复合加工航空发动机制造中,传统机械方法的多工序复合加工是以工序集中原则为基础的复合加工技术。这种复合加工指在复合加工机床上完成车、铣、钻、镗等多种加工要求。复合加工机床最突出的特点是工件工序集中,一次装夹实现多工序复合加工,工序集中有利于保证各加工面间的相互位置精度要求,使生产面积和操作者数量减少,生产计划和生产组织得到优化。目前,航空制造业很多普通设备逐渐被工序集中的柔性自动化装备所取代。现代的复合加工机床更进一步实现切削工艺复合化的开发,如在车削中心上装载有回转刀具的铣削功能,在加工中心上有车削功能等,进一步提高机床的复合化程度。在多种复合加工的领域,车铣复合加工是目前发展最为完善的一个领域。车铣复合加工中心实际上相当于所装配的切削刀具、刀具夹紧系统所支持的加工方法和备选刀具组成的综合系统。车铣复合加工既能够实现车削功能,又能够实现铣、钻、镗、攻丝、铰孔等功能。设备的价格往往比较昂贵,从理论上讲车铣复合加工中心可以有效地提高产品质量和生产效率,但是在实际应用中,要想充分发挥复合加工设备的作用还应加强对技术人员进行加工程序编制和培训操作相关知识等基础培训工作(图3)。
2 能量复合方式的复合加工能量复合加工技术可以分为机械复合加工、电化学复合加工、电火花复合加工、超声复合加工、磨料水射流加工和化学机械抛光等。普通机械制造领域以常规机械加工、电化学加工和电火花加工为主的复合加工方法最为常见,较为成熟的工艺方法有电解磨削、电解电火花加工和化学铣削等。
图4 整体叶盘的加工应选择合适的机床,设计专用工装,选择合适的刀具,采取有效的减振与变形控制措施。通过盘铣、插铣、侧铣的有效集成,大幅度提升整体叶盘的综合加工效率,降低制造成本。整体叶盘复合强力铣关键是需要解决数控编程中的通道五轴加工方式的确定、多约束加工干涉、复杂的刀轴矢量计算等技术问题,以及加工过程中的切削参数确定、颤振抑制、弱刚性系统变形控制等工艺问题。航空发动机上机匣类零件中,整体结构机匣越来越多,为了提高机匣的强度,一些机匣都采用了整体结构,即机匣的座子和凸台和机匣是一体的。航空典型零件中的盘类零件趋向薄壁,为保证盘类件在高转速下平衡,对主要表面的尺寸精度、位置精度、形状误差、表面粗糙度等要求较高。各类型轴,结构上一般都是空心轴,内表面根据等强度条件设计有台阶孔,内外表面同轴度很高。在机匣复杂外型面的铣削加工中,可应用复合加工技术,减少多工序加工零件的上下料装卸时间。在加工机匣环形件的异形孔时应采用数控激光切割技术。对于蜂窝封严结构的机匣又采用了蜂窝表面电火花磨削技术,各种新工艺、新技术的产生,都是为了满足机匣件不断改进的设计需求。虽然整体结构机匣的强度满足了发动机设计的要求,却增加了机械加工的难度,特别是具有复杂外型面的整体结构机匣,某整体结构机匣,其外型面的成型加工是普通工艺所不能实现的,只有应用先进的五坐标数控加工技术才能通过工序集中,实现这些外型面的成型加工。又如某后机匣,材料是镍基高温合金、最小壁厚为1mm左右、外型面复杂、上面有凸台、加强筋、纵向安装边及数十个连接孔等。在以工序集中为原则的复合加工中,工艺流程需要大量的决策数据。实际加工中要根据零件的特点将平面、型腔作为零件的主要特征来处理,将纵向安装边、加强筋等作为零件的次要特征来处理。在选择加工面时应注意:加工面与定位基准、加工基准具有一定的尺寸关系,并且容易测量;便于装夹,在工装设计时要充分考虑,使得一次装夹可以加工尽可能多的面。并且夹具设计不能太复杂,尽量使得工件保持均匀,加工部位敞开;便于选择刀具,其涉及到转交、斜面与平面交角时要选择好刀具;便于刀具进给,不发生碰撞,干涉等现象,减少复杂刀具的设计和使用;便于修改加工参数,提高加工效率,同时注意检查加工面的情况。车铣复合加工技术是解决此类零件材料去除率大、形状与结构复杂、加工精度高等问题的良好选择。
由此可见,选用数控加工中心加工机匣壳体,不仅可以实现加工自动化,保证加工精度,还可以大幅提高生产率,缩短新型机匣的试制周期。 3 航空发动机零件复合加工用刀具特点复合加工中刀具的选择是十分重要的。刀具材料是提升刀具性能的基础,刀具结构是提高工件加工精度的关键。加工刀具必须适应复合加工设备高速、高效、自动化的特点,要充分考虑高速旋转下刀具的动平衡状态和刀具的使用寿命。着名大型刀具企业都在不断改进各自的刀具材料、刀具结构、涂层技术和难加工材料的加工方法,以满足航空制造业的需求。内冷却高性能刀具如图6所示。
图6 肯纳内冷却高性能刀具高效切削的关键技术是一系列高效刀具材料的合理应用及其对应的切削参数优化技术问题。切削用刀具必须具备锋利的切削角度、强壮的切削刃口、耐热的表面涂层和不同于一般材料的切削加工方法等有利于降低加工区域温度和快速散热的有效因素。航空发动机典型难加工材料复杂结构零件主要切削用刀具,基本以进口高性能切削刀具和非标专用刀具为主。
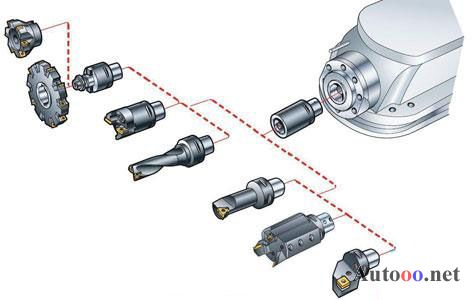
图7 复合加工机床中的铣削主轴可以使用旋转和非旋转刀具4 能量复合加工技术应用能量复合加工技术如化学-机械复合加工、电火花放电复合加工,切削复合加工等复合加工技术目前已应用。以切削复合加工中的超声振动切削为例,其在航空难加工材料、难加工工序(小直径精密微深孔、攻螺纹)加工中,收到了很好的效果。超声振动切削技术是一种新型的切削加工方法,刀具(或工件)以适当的方向,一定的频率和振幅振动,以改善其切削功效的脉冲切削方法。在切削过程中,刀具与工件周期性的离开和接触,切削速度的大小和方向处于不断变化之中。由于切削速度的变化和加速度的出现,使得超声振动切削具有优良的工艺效果:减小了切削力与功率消耗;减小了切削变形;降低了切削温度;能很好地消除切削加工中的自激振动;可有效提高加工精度,降低零件加工表面粗糙度,提高表面加工质量。电火花蜂窝磨可以实现工件外型面低成本、高效率的大余量去除和成型加工,有效地解决难加工材料、特殊结构表面余量去除困难,加工振动大、刀具损耗大的难题。
|
Copyright© 2002-2011上海德中仪表实业有限公司版权所有
营销总部:上海市柳营路650弄36号302室 销售热线:021-56906880 56982876 图文传真:021-56982876
网站技术支持:泵阀交易网・中国 沪ICP备15015945号-1 网站地图 XML
QQ咨询