上海市柳营路650弄36号302室
销售热线:021-56906880 56982876
图文传值:021-56982876
企业邮箱:dzyb@vip.sina.com

当前位置:网站首页 -> 球形轴尖球头圆度的非接触精密测量
| 球形轴尖球头圆度的非接触精密测量 [2012/8/17] |
摘要:本文主要介绍了以球形轴尖为代表的微小球头圆度检测的试验情况,通过对球形轴尖加工方法和圆度检测结果的分析,基本确定了球形轴尖球头圆度采用万能工具显微镜的非接触检测方法,并经过加工专用球形轴尖试样采用两种检测方法的对比试验,验证了球形轴尖球头圆度检测方法的可行性。 1 引言球形轴尖是某陀螺中的重要零件,是典型的微小球形零件,其尺寸、形位精度和表面质量要求高,直接影响陀螺仪的性能指标和使用寿命。
图 1 球形轴尖的结构图2 球形轴尖精密加工简述球形轴尖的材料为硬质合金 YG11,硬度可达 HRA87,加工主要采用磨削、研磨及抛光的工艺。SR0.25 0 -0.008mm 或 SR0.4 0 -0.008mm 和球颈部分以及长度尺寸 1.6+0.005 -0.005 mm 采用成型磨轮经过粗磨、精磨两次磨削成型,成型砂轮是用金刚石磨轮制作成的。
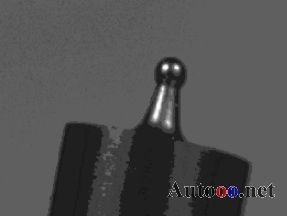
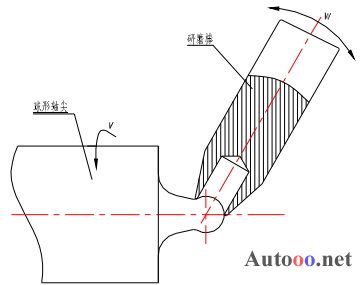
图 2 球形轴尖的实物照片球形轴尖磨削后留量再经过研磨、抛光来达到设计图纸要求。研磨时将球形轴尖装夹在 SV70 精密台式车床主轴上,用用特制研磨棒修整球头的几何形状;其球头加工原理如图 3所示,将研磨膏涂抹在研磨棒上,手持研磨棒绕 Y 轴旋转摆动,研磨棒倒角处的直径大约为球体直径的 2/3,且倒角面始终与球体表面接触,研磨粉对球体进行滚动切削。研磨棒的摆动在球体表面形成一圆弧,而球体转动将此圆弧展成为球面,使研磨棒倒角在球体上的相对运动轨迹始终为圆球形,这种加工方法运用范成法的原理。范成法的优点是:加工精度高,质量稳定。
图 3球形轴尖研抛加工的原理示意图3 圆度检测方法的选择和试验及分析3.1 检测方法的选择圆度常用的测量方法投影比较法,圆度仪法,坐标测量法,两点三点法。测量方法的分类,按获得测量结果的方式分为直接测量和间接测量,按比较方式分为绝对测量和相对测量,按接触形式分为接触测量和非接触测量。球形轴尖的球头尺寸微小,只有 SR0.25mm和 SR0.4mm,而且表面粗糙度值为 Ra0.012μm.
图 3万能工具显微镜实物图片具体的测量方法是检测球形轴尖的球头部位 A^A 圆弧 5°范围内的圆度,具体是检测中心b-b 横截面的Φd 直径,要求每旋转 22.5°±5°角度检测一次,在 360°范围的所检测的直径值不少于 8 个。
3.3 圆度检测对比试验为了验证采用万能工具显微镜检测球形轴尖球头圆度的可行性,需要用高精度的圆度仪进行检测对比验证试验;但是现在的球形轴尖球头尺寸太小Φ0.5mm,圆度仪的测头尺寸也为Φ0.5mm,因此难以找正而且检测的准确性差,为此专门加工了球头直径为Φ2mm 的球形轴尖试件如图 4 所示,该试件采用与球形轴尖相同的加工方法。
分别用万能工具显微镜和圆度仪对该试件的球头圆度进行检测。
图 5球形轴尖圆度值分布柱状图4 结论通过对球形轴尖球头圆度的检测和验证结果分析,证明在现有条件下采用该检测方法是可行的。
|
Copyright© 2002-2011上海德中仪表实业有限公司版权所有
营销总部:上海市柳营路650弄36号302室 销售热线:021-56906880 56982876 图文传真:021-56982876
网站技术支持:泵阀交易网・中国 沪ICP备15015945号-1 网站地图 XML
QQ咨询